Production technology analysis of plastic liner in steel-plastic composite barrel
Text / Zhu Yihua
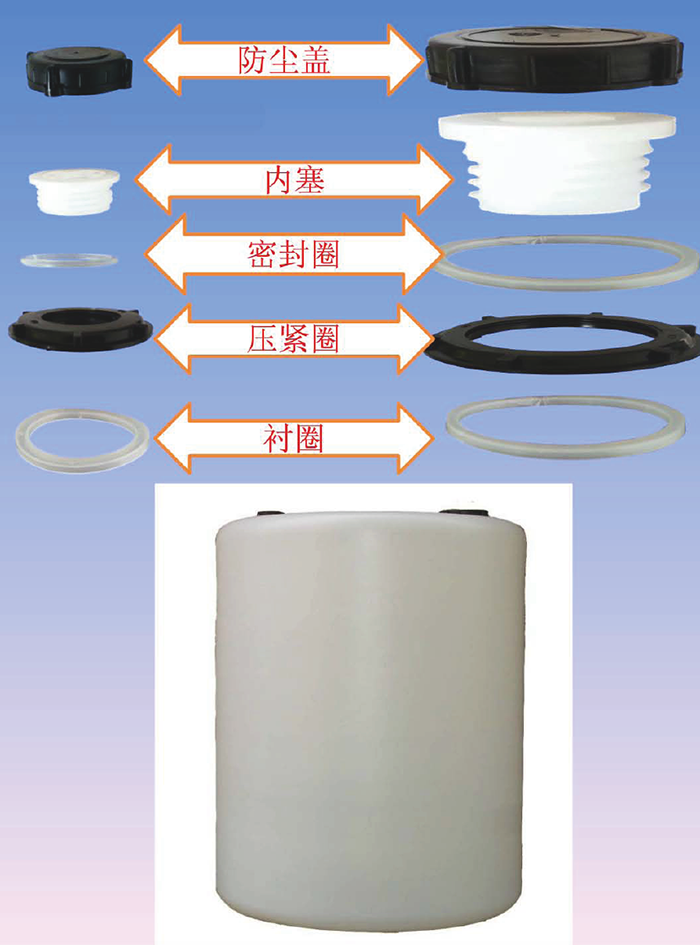
The steel-plastic composite barrel is assembled from a steel barrel (outer) and a plastic blow molding barrel (inner), in which the plastic blow molding barrel has a gallbladder (referred to as the inner gallbladder) consisting of a gallbladder body, a dustproof cover, a large inner plug, and a small size. Compression ring, size liner ring, size seal ring, as shown:
Due to the special requirements of the inner liner, the blow molding process is more complicated than other blow molded products. The highlights are the formation of large and small mouths, thread inserts and external threads, and how to maintain the stability of the size of the inner liner. .
Changzhou Plastic Factory Co., Ltd. is the earliest hollow blow molding enterprise in China that develops and produces blow molded liners. It has more than 20 years of production history from the early 1990s to the present. The specifications are 20L, 25L, 30L, 50L, 60L, 80L, 200L, etc., has long been matched with well-known enterprises such as Wuxi Sifang Barrel, BASF Paint, Aksu Chemical and so on. This article takes 200L liner as an example, analyzes its production technology and standards, and discusses with its peers.
1. Name and function of each part of 200L liner
1. The bladder is used to hold various types of liquid and is hollow blow molded. The upper end of the barrel has two large and small ports, a large port of 82mm is used for pouring materials, and a small port of 43mm is used for exhaust. Both sizes have internal threads and are injection molded inserts.
2. The inner plug (size) is used to close the large and small mouths and is formed by injection molding.
3. The sealing ring (size) is used for the sealing of small and large ports, and is formed by injection molding.
4. When the compression ring (size) and the steel drum are assembled, it plays a positioning role. Made by injection molding.
5. The lining ring (size) cooperates with the steel drum to play a transitional role. Made by injection molding.
6. The outer cover (size) is used for dustproof, rainproof, and anti-theft lead seals, and is made by injection molding.
Second, the molding process of 200L plastic liner
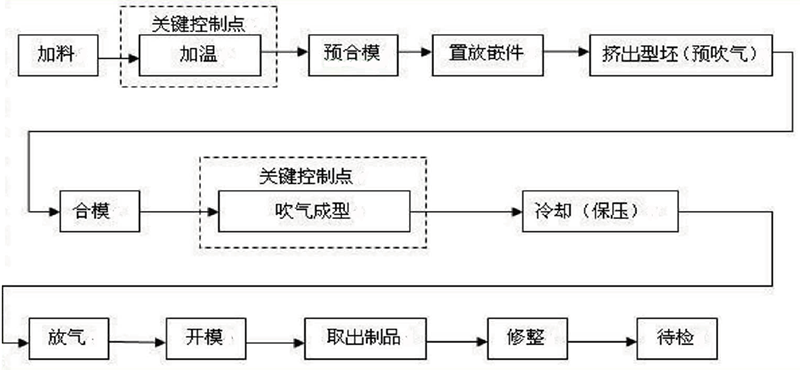
1. Production process of liner
Technological process and customs control point:
2. Main process parameters
1) Barrel temperature
a districtSecond District
Third District
Four districts
District Five
170 ℃
175 ℃
175 ℃
180 ℃
185 ℃
2) Head temperature
a districtSecond District
Third District
Four districts
District Five
180 ℃
180 ℃
180 ℃
180 ℃
185 ℃
3) Temperature tolerance: ± 10 ℃
4) Blowing pressure: 0.5 ± 0.05MPa
5) Mold temperature: 20 ± 5 ℃
6) Cycle period: 118s ~ 125s
3. Size control of liner
The external dimensions of the liner should be controlled to match the matching of the steel drum during the production process, which is the key in the processing technology, to ensure a reasonable time, the blowing pressure cannot be lower than 0.55MPa, the temperature of the compressed air is controlled at about 15 ℃, the mold The temperature of the cooling water is controlled at about 20 ℃, and the overall size of the inner liner is adjusted uniformly. The outer dimensions of the inner liner produced in this state can meet the requirements. Within tolerance.
The size (wall thickness) of each part of the liner is controlled by the parison control system, and its design rationality is crucial. For example, the wall thickness of the joint line of the liner must not be less than 1.7mm. Here, the impact, expansion, Fall is most likely to break production. The second is the boundary between the upper and lower planes of the liner and the middle body (the upper and lower angles) are also vulnerable points. Therefore, the wall thickness here should be controlled within the range of 1.9mm ~ 2mm.
In addition, whether the setting of the blowing pressure is reasonable is also directly related to the setting size of each part. The blowing pressure of the first stage of the main blowing should exceed 0.55MPa. Within 15 seconds of the first blow into the mold cavity, the wall thickness of the upper and lower corners can reach 2.1mm if it exceeds 0.55MPa. If you follow this method, the 3.9kg 200L liner has a thickness of 1.9mm at the upper and lower corners.
4. Common problems and solutions of liner products
1) Rough appearance
common problemSolution
Poor finish of parison outlet die
Improve the surface finish of the discharge die
Low processing temperature
Increase the heating temperature of the barrel and head
Screw speed is too fast, poor plasticization
Properly reduce the screw speed and increase the processing temperature
Low blow air pressure or insufficient flow
Increase the blowing air pressure (0.5 ~ 0.6MPa) or increase the diameter of the blowing needle
Parison extrusion speed is too fast
Properly reduce the extrusion pressure and speed of the parison
Mold cavity is not smooth, mold exhaust is poor
Improve mold cavity finish, add vent or sandblasting
2) Uneven thickness
common problemSolution
Mold cavity misalignment
Correct alignment
Uneven cooling at the mold
Check whether the mold cooling circuit is smooth and improve the cooling temperature
Improper mold temperature control
Adjust the mold temperature properly (about 20 ℃)
Uneven wall thickness of parison
Adjust the anatomical product evenly
Blowing air pressure is too high or low
Adjust the pressure of blow molding air properly (0.5 ~ 0.6MPa)
3) unstable size
common problemSolution
Blow molding time and cooling time are too short
Extend blow molding and cooling setting time
Improper processing temperature setting (too high)
Appropriately reduce the processing temperature
Uneven wall thickness
Adjust the anatomy evenly
Insufficient blow air pressure
Increase blow molding air pressure
The mold cooling circuit is blocked or the pressure is insufficient
Dredge the cooling circuit and increase the cooling water supply pressure
3. Detection of 200L liner
1. First inspection:
The inspection shall be conducted in accordance with the enterprise standard regulations of "Plastic Inner Tank".
2. Self-check:
Check whether there are bubbles and penetrating impurities on the barrel body under the special coal, whether there are bubble holes at the joint line between the filling port and the exhaust port, measure the height of the two ports, weigh the product, and repair the liner barrel Put a special dust cover on the mouth and put it in the area to be inspected.
3. After finishing inspection:
The full-time inspector checks each product for bubbles, penetrating impurities, and whether there are bubble holes at the joint line between the filling port and the exhaust port under the special lamps. If there are small debris in the barrel, Stick it out with anti-static cloth, then blow the accessories clean with an air gun and assemble it, put it in a special bag and put it in the warehouse.
4. Inspection:
Check the minimum wall thickness, barrel height, quality and capacity as required.
Fourth, the production of 200L liner requires equipment and molds
1. Equipment
The 200L liner is generally about 4.0 ~ 5.0kg (according to the performance of the filling and the special requirements of the user). Therefore, there are certain requirements for the blow molding machine, extrusion volume, storage volume, opening and closing mold, and template size. Taking the company's production PXB-100N as an example, the specific parameters are as follows:
1) Screw diameter100mm
2) Screw diameter ratio
28
3) Plasticizing ability
160kg / nr
4) Clamping force
440 / 880kn
5) Module spacing
600 ~ 1400mm
6) Template size
900 × 1400mm
7) Mould thickness
610 ~ 750mm
8) Volume of storage cylinder
15L
2. Mould
The 200L liner mold adopts all-steel, all-aluminum alloy, and steel-aluminum alloy composite as the molding material. The all-aluminum alloy casting material is the best. Its shape has two types: integral and assembled. The integral type is preferred.
The relationship between mold and liner:
The most direct relationship between the mold and the liner should be the structure of the liner. After all, the defects in the liner structure itself cannot be compensated by other methods. Secondly, the cooling of the mold has an important influence on the molding of the product. The mold temperature is controlled too low, the plastic cools too quickly, and the contour and pattern of the product will become unclear. The mold temperature is too high, the cooling time is extended, and the production cycle is increased. If the degree of cooling does not shift, it is easy to cause a large shrinkage of the product and a matt surface. If the cooling of each part of the product is inconsistent, it will lead to different crystallinity and internal stress. If the mold exhaust is poor, it will also cause the surface of the product to be dull and pitted.
Specifically:
1) The mold cooling has extremely high requirements, which has a good effect on stabilizing the outer dimensions of the liner and improving efficiency;
2) The material of the injection port and the exhaust port of the mold should be selected from materials that are not easily deformed and worn. The internal and external dimensions and quality of the mouth are directly related to the tightness, the fit of the fitting and the mouth, and the good matching with the steel drum;
3) The mold must have a certain chamfer at the corner, to ensure an appropriate arc.
5. Requirements for raw materials of 200L liner
Generally speaking, as the relative molecular mass increases, the mechanical properties, low temperature resistance, and environmental stress cracking resistance of HDPE have all been improved, the melt viscosity has also increased, and the molding performance has deteriorated. In the industry, we often use the melt flow rate (MFR) as the average molecular weight, its value is proportional to the size of the relative molecular weight, the relative molecular mass and the viscosity of the melt also have a certain relationship, the greater the relative molecular weight, the more the melt viscosity Large, but the factors affecting the melt viscosity are also related to temperature, pressure, shear rate and so on. In addition, polyethylene is sensitive to shear rate. Increasing the shear rate will reduce the melt viscosity and increase the fluidity, but the outlet expansion will also be more obvious, the material will be more easily decomposed, and the melt will be more likely to break. HDPE is generally used for inner tanks The fusion index is between 0.20g / 10min ~ 0.35g / 20mm.
In addition, when the relative molecular mass distribution is narrow, the mechanical properties of the material are good, but the elasticity of the melt is increased, and the phenomenon of melt cracking is prone to occur. When the relative molecular mass distribution is wide, the melt fluidity is good, which is beneficial to the molding process. Different grades of raw materials can be mixed to meet the requirements.
The crystallinity of high-density polyethylene is 80% to 95%, and with the increase of the crystallinity, the tensile strength, rigidity, hardness, impact resistance, heat resistance and corrosion resistance of the product increase, but the permeability and Environmental stress cracking resistance is reduced. We believe that the liner is the inner lining of the steel drum, so the mechanical strength requirements do not need to be too high, but the flexibility of the product should increase the requirements, because in the event of impact or collision, the main impact force will be absorbed by the steel drum. The force on the gallbladder has been dispersed. If the flexibility of the inner gallbladder is high, it will be conducive to the transmission of force. Let's make an experiment. One group is a piece of iron sheet stacked with wood chips and bent, and the other is a group of iron sheet stacked with paper. Then, is the wood chip vulnerable or paper?
Density can be used as a measure of softening degree and a characterization of crystallinity. Generally HDPE density for inner tank is between 0.948g / cm2 ~ 0.968g / cm2.
Six, about the dew point of the 200L liner
Dew point temperature: In an environment with a high water content in the air, the water content in the compressed air blown into the mold cavity will also increase. When the temperature of the external air is lower than the temperature of the inner liner, the inner liner Water droplets adhering to the inner surface will be generated, which is the higher temperature of the inner dew point of the liner.
To solve this problem, the compressed air must be passed through an ultra-precision filtering automatic drainage filter (filter element level: 0 level 0.04u), and then passed through the freeze dryer to enter the tube blank in the mold cavity. The temperature of the dew point in the gallbladder can be controlled between -2 ℃ and -8 ℃ (detected by the dew point meter), which effectively solves the phenomenon of water droplets in the gallbladder due to the high dew point temperature, because some materials will be dangerous and deteriorate after contact with water. phenomenon.
DONG GUAN CITY CHING XIN INDUSTRIAL CO LTD , https://www.chingxin.com