[Abstract] The influence of process parameters on the coating uniformity of holographic coatings was studied. The mathematical expressions of optical density changes of coating films and the method of quantitative evaluation of coating unevenness were given. The optimal design of coating process parameters was studied. , provides a theoretical basis.
Keywords: holographic coating; coating; uniformity; optical density
Direct embossing holograms on paper substrates is a new technique for hologram printing and copying [1-3]. The holographic coating applied on the paper substrate is a holographic impression-imprinted printing substrate material. The hologram reproduction and reproduction effect depends to a large extent on the state of the holographic coating on the surface of the paper, such as the thickness and optical properties of the film layer ( Smoothness, refractive index, etc. This is because the depth of the groove or indentation formed by molding is very small, generally about 100 to 200 nm. The uneven surface of the coating will not be able to form an ideal holographic diffraction grating; at the same time, the visual effect of the reflection of the hologram depends entirely on the coating. The refractive index itself. Therefore, it is of great significance to study the distribution of holographic coating on the surface of the substrate and its film forming characteristics, to optimize the coating process parameters, and to obtain excellent coating film quality and hologram visual effects.
1 Mathematical description of the coating process
1. 1 Composition of Coating System
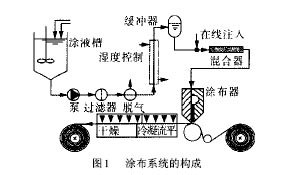
The general process of holographic coating on the surface of a substrate (film or paper) is shown in Figure 1. It mainly includes unit operations such as paint delivery, coating and drying. In the case of a certain nature of the coating, the coating unit is the main factor that directly affects the uniformity of the distribution of the coating on the surface of the substrate [1,7].
In the coating process of holographic coatings, the typical coating method is concave roller coating. As shown in Fig. 2, the simplest buffer used is a plastic hose. The number of gravure meshes (groove depth) is selected by selecting Adjust the pressure of the coating blade to achieve quantitative coating.
1. 2 basic equations of the coating process
Holographic coating is a kind of transparent material, and the evaluation index of coating uniformity is mainly the thickness of coating film and the uniformity of its optical density. In fact, the purpose of any coating is to produce a uniform, uniform film thickness. According to Lambert's law, when an appropriate wavelength of monochromatic light passes through a fixed concentration of solution, its absorbance is proportional to the thickness of the film through which light passes. Thus, without loss of generality, there is a relationship between the optical density of the coating and the thickness and absorption coefficient of the coating [4-6]:
D = 0. 433h(x,z,t)K[c(x,y,z,t)] (1)
Where: D is the optical density; K is the absorption coefficient K = K[c,(x,t)]; h is the film thickness h = h(x,t); c is the concentration of the solution c = c(x,t ); t is the time; x is the space coordinate vector [x, y, z] (coating width).
According to Beer's law, the absorption coefficient is related to the properties of the measured substance, the wavelength of incident light, the solvent, the concentration of the solution, and the temperature. For aqueous solutions, the absorption coefficient is linear with the concentration. The coating concentration itself depends on the time and the spatial coordinate characteristics of the system under consideration x = (x, y, z). As shown in Figure 3, the film thickness is also a function of the temporal and spatial coordinate characteristics x = (x, z).
The holographic coating is applied in a predetermined amount of coating. The dielectric film is formed at the coating nozzle. The liquid enters the coating nozzle from the feed tube located at the center of the coating roll and is distributed through the sizing roll to the entire coating width. The liquid passes from the dispensing chamber through a narrow, quantitative gap until a uniform coating film is formed (ie, the holographic media layer, see FIG. 4). The quantitative gap is the last unit of the paint delivery system and plays a decisive role in the evenness of the coating.
Where: Δp is the pressure difference across the gap, Δp = Δp(x,t); L is the gap length, L = L(x); T is the temperature, T = T(x,t); w is the gap height, w = w(x); μ is the viscosity, μ = μ[c(x,t)T(x,t)]; u is the coating flow rate, volumetric flow rate per unit width, u = u(x,t); v is Coating speed, v = v(t).
From equations (2) and (3), it can be seen that the greater the gap pressure difference, the greater the amount of paint that passes through the gap when the coating viscosity, the height of the metering gap, and the length are fixed; if the vehicle speed is constant, the flow rate increases, the coating The thicker; if the paint flow is constant, the faster the speed, the thinner the coating. In the actual operation of holographic coatings, in order to obtain the best hologram effect, there are specific requirements for the thickness of the coating.
Thus, the optimal control of holographic coating process parameters boils down to: by adjusting the quantitative gap parameters, determine the appropriate coating flow rate, and obtain the required coating thickness at the fastest speed.
(to be continued)
Backpacks For School,Kids Backpack,Childrens Backpack,Childrens Rucksack
Ningbo Happiness Stationery Industrial & Trading Co Ltd , https://www.nbcnhappiness.com