[Abstract] The use of hemp pulp pulp waste liquid and waste hemp core was used to replace part of urea-formaldehyde rubber and wood shavings pressed particleboard. The modified hemp black liquor and self-made urea-formaldehyde resin are formulated as a particleboard binder in a certain proportion, and the appropriate process conditions are selected to press the hemp and shaving mixture into a sheet having a certain strength and proper density value. The plate can be used as a packaging material to make packaging boxes, trays, and the like.
Key words: particleboard; urea-formaldehyde resin; kenaf black liquor; kenaf core; packaging material; molding
Due to the increasing green trade barriers in international trade and the scarcity of forest resources, the use of wood materials in product packaging is greatly limited. In recent years, there has been a rapid development of wood and wood packaging materials, such as honeycomb paperboard, wood-plastic composite materials, pulp molded products, various fiberboards, and particle board. It is of great significance to reduce the cost of packaging, save wood resources, and maintain ecological balance by using these substitute wood materials for packaging containers, trays, and other packaging containers. The paper industry is an industry with a large amount of waste, but many liquid and solid wastes still have great value in use. In the pulping waste made of Kenaf as raw material, kenaf pulping liquid contains available lignin substances, which can be modified to be used in the preparation of binders for particle board; , Has a certain degree of compressibility, can be used to replace some of the shavings to make light particle board. Based on the study of the formulation of urea-formaldehyde rubber with modified Kenaf black liquor, the effects of the amount of rubber, time, and temperature on the main physical properties of the product were analyzed through orthogonal tests. Particleboard process parameters.
1 Experimental method
1.1 Raw materials
1) Kraft pulping waste (KL). It was taken from the light chemical laboratory of the Institute of Light Industry of Dalian University of Science and Technology. Pulping waste liquid composition is quite complex, the main component is lignin and sugar, lignin content accounts for about 30% to 50% of solids, its chemical composition is mainly containing aromatic polymer compounds, with more Oxygen, hydroxyl, carbon, carboxyl, double bond and other functional groups, molecular weight of about 900 ~ 1000. Pulping waste liquid as a modified adhesive can be used lignin. After proper concentration, the solid content of the black liquor used in this experiment was 38% ~ 42%, and the specific gravity was 1.178g/cm3.
2) sawdust and hemp. The wood chips used in the experiment were taken from the pine wood shavings of a construction site and were broken up and used as backup; the hemp core was used to dispose the hemp stem core of the light chemical laboratory of Dalian Light Industry Institute and was crushed to a certain specification for use.
3) Other experimental drugs. The self-made urea-formaldehyde adhesives include: urotropin (reagents); formaldehyde (reagents 36% to 38%); sodium hydroxide (reagents); urea;
1.2 Preparation of SL Modified Black Liquid Urine Acrylic Adhesive
The lignin is first hydroxymethylated, even though formaldehyde reacts with the benzene nucleus in the lignin molecules in the black liquor to produce methylolated lignin. The process is as follows: KL black liquor is added to a 3-neck flask, formaldehyde and catalyst (Urotropine) are added, and stirring is continued. The reaction temperature is maintained at 95-97° C. The viscosity during the reaction is adjusted by adding a small amount of water. The modified KL black liquor can be prepared in about 2.5 hours. The initial pH of the reaction was 11 and at the end of the run, the pH of the product was controlled at 8 to 8.5.
The KL modified urea-formaldehyde rubber was prepared by blending the modified KL black liquor with the self-made urea-formaldehyde rubber and mixing it with appropriate amount.
1.3 Particleboard Manufacturing Method
The sawdust and hemp raw materials are mixed in appropriate proportions, and the following operations are performed to make a particle board about 1 cm thick.
The process flow is: mixed raw materials → pulverizer smashing → drying → sizing → paving → hot pressing → demoulding.
Among them, the squeezing and mixing are artificially stirred uniformly; the self-made mold is pressed under the universal testing machine.
2 Results and Discussion
2.1 KL kenaf black liquor modified urea-formaldehyde adhesive shear strength
The hydroxymethylated KL black liquor and the self-made urea-formaldehyde glue were mixed and mixed at a mass ratio of 1:4 to obtain a KL kenaf black liquor modified urea-formaldehyde glue. A small amount of curing agent was added during sizing. The test conditions are: the test piece is 2 pieces of glued joints, and the material is pine wood; the curing condition is set as 110° C. for 30 minutes. The test results are shown in Table 1.
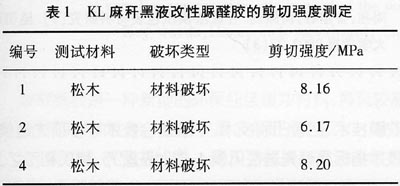
When the shear strength reaches 8.20 MPa, the adhesive is not destroyed and the pine material has been destroyed. Therefore, the shear strength of KL black straw modified urea-formaldehyde rubber is > 8.20 MPa, which can meet the use of particleboard for packaging materials.
2.2 Research of the board making process
The process parameters of the molded particle board are mutually restricted and have different degrees of influence on the final performance of the board. The main influencing factors are the amount of glue, pressure, temperature, and curing time. For juniper core and shavings, the proportion of hemp core is also one of the important factors. In the test, under the condition of fixed pressure, the orthogonal L9 (34) test method was used to examine the effect of the amount of glue, pressure, temperature, and hemp ratio on the performance of the particle board. See Table 2 for each factor and level.
The test conditions are shown in Table 3.
The static strength, puncture strength, and density of the manufactured particle board were measured and the results are shown in Table 4.
3 Effect of glue amount
The strength of the molded particleboard increases with the increase in the amount of glue used, and increases between 8% and 10% with 2 points. The amount of glue increases from 10% to 12%. The increase in static bending strength and puncture strength is significant. reduce. Due to the limitations of experimental conditions, manual mixing is used. If mechanical mixing is used, mixing uniformity is greatly improved and the bonding effect can be further improved. Therefore, considering the mixing efficiency, product strength, and product cost, the amount of 10% is the best amount of glue under the test conditions.
2.4 Effect of Curing Time and Curing Temperature
The strength of the molded board generally comes from the strength of the shavings themselves and the bonding strength between the shavings. The appropriate high temperature is conducive to the softening of shavings, the promotion of the glueing of the intercellular lignin of the fiber and the binder, and the softening of the shavings also facilitates the compaction of the plate and the increase of the plate density. The test results at 145 °C illustrate this point. When the temperature is lower, the softening degree of shavings is also lower; and when the temperature is higher, the curing speed of the surface adhesive layer is too fast, which is not conducive to the diffusion and gasification of the inner layer moisture, and the inner layer is loose and the outer layer is easy to form brittle and hard. Board structure.
The longer hot-pressing time is conducive to the full curing of the glue layer and the glue between the glue layer and the shavings and the removal of moisture. Therefore, the strength and density of the board increase with time. Curing time directly affects production efficiency, shortening time is significant, but from the experimental results, the pressure is large, fast compaction, short time, but the surface density of the product is uneven, the surface density is high and the density of the inner layer is small; reduce the pressure, appropriate extension The hot pressing time can make the density of the molded product uniform and the strength tends to be uniform. From the experimental results, the hot-pressing time 25min is the best choice under the test conditions.
2.5 Influence of the proportion of flax
The hemp core is the raw material waste of the hemp papermaking, and has certain compressibility. As the filler material is mixed with the shavings after certain proportions, the molded particleboard is controlled to control the amount, and the board weight can be properly reduced without affecting the physical properties of the particleboard. This is of great significance for reducing the weight of packages, reducing transportation costs and saving timber resources. However, the hemp core structure is loose and porous, and the adhesive force with the adhesive layer is low. Therefore, adding too much amount may cause the static bending strength and the puncture strength of the particle board to decrease. From the test data, the particle board weight decreased with the increase of hemp consumption from 30% to 50%, but the board strength also decreased. In the selection of the amount of glue 10%, curing time and temperature were 25min, 145 °C, hot pressure pressure of 2MPa
The impact of the hemp core ratio is shown in Figure 1.
As can be seen from Fig. 1, when the proportion of hemp core is low, the static bending strength of the particle board has little influence, but when the proportion of hemp core is increased to more than 30%, the static bending strength drops significantly with the increase of the hemp core usage, so the hemp core consumption Should not exceed 30%.
3 Conclusion
Through the analysis of the three physical properties of the molded products obtained under the test conditions, combined with the production efficiency and production cost of the particleboard, a better pressure plate process conditions are obtained: the amount of glue used is 10%, the hot pressing temperature is 145° C., and the hot pressing time is 25 minutes. The ratio between hemp and shavings was 3:7 (mass ratio) and the hot pressing pressure was 2 MPa. The molded board had good performance.
After modification and performance determination of kenaf pulping black liquor, modified black liquor and self-made urea-formaldehyde rubber were formulated in a ratio of 1:4 to make black urea-formaldehyde rubber with good adhesive force, which can be used for molding particleboard Use adhesives. (Wen / Wang Xiaomin Wang Nan Xu Wei)
Glass candle holder, glass jar candle holder
A glass candle holder is a decorative object made of glass that is designed to hold a candle. It typically has a cylindrical shape with an open top and a base to hold the candle securely. Glass candle holders come in various sizes, shapes, and designs, ranging from simple and minimalistic to ornate and intricate. Glass candle holders can be found in homes, restaurants, hotels
Glass candle holder,jar candle holder,candle holders
China Senbo Industry Co.,ltd , https://www.yylpaper.com